Сварочный аппарат для одиночного волокна Fujikura 36S+ – это аппарат с активными V-канавками. С помощью Bluetooth технологий Fujikura 36S+ подключается к скалывателю CT50 и предоставляет ряд новаторских функций, которые улучшат время, стоимость и эффективность работы.
Особенности Fujikura 36S+
Технология Active Fusion Control по качеству скола
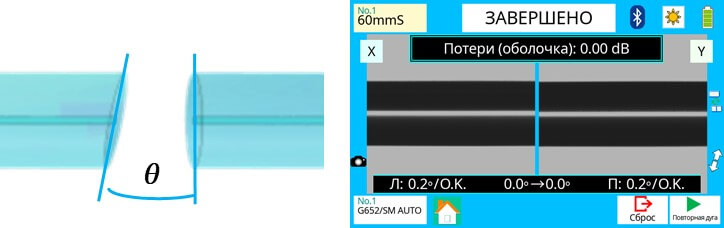
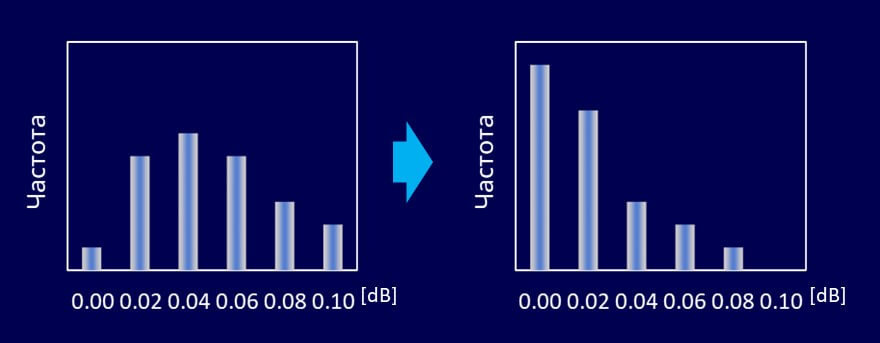
Одна из основных причин больших потерь при сварке это плохой торец сколотого волокна. 36S+ анализирует торцы обоих волокон и обеспечивает оптимальный контроль за процессом. Эта новая технология значительно улучшает потери и уменьшает риск повторного монтажа.
Потери при большом угле скола : 3 <θ< 5 градусов.
*Результаты сварки G.652 измерены методом cut-back. Результаты сварки зависят от типа и характеристик волокна.
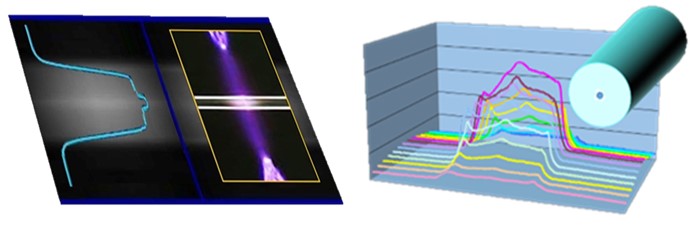
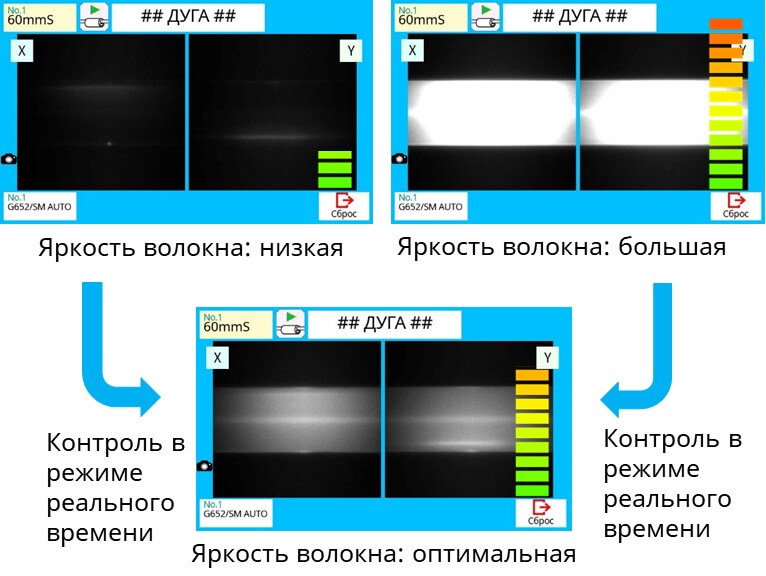
Технология Active Fusion Control по яркости волокна
На плавление волокна сильно влияют условия внешней среды. 36S+ контролирует параметры плавления в режиме реального времени, анализируя яркость волокон в течение процесса сварки. Это позволяет обеспечивать стабильные низкие потери.
Анализ яркости волокна
Технология Active Blade Management: вращение моторчиком
Сварочный аппарат 36S+ и скалыватель CT50 имеют функцию беспроводной передачи данных, что позволяет автоматически вращать нож, когда аппарат определяет, что нож затуплен.
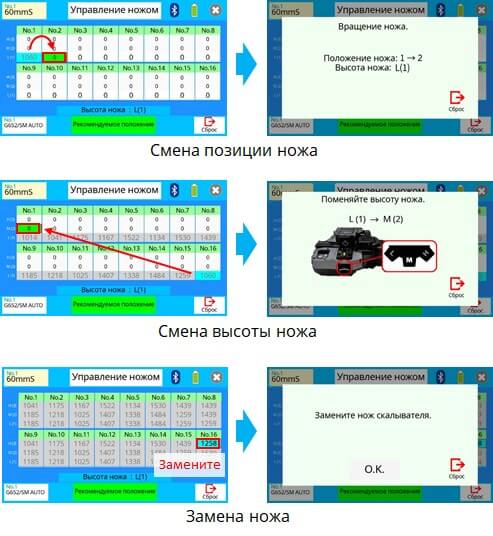
Технология Active Blade Management: управление ресурсом ножа
36S+ отображает оставшийся ресурс ножа и сообщает пользователю, когда необходимо поменять позицию, высоту ножа или сам нож.
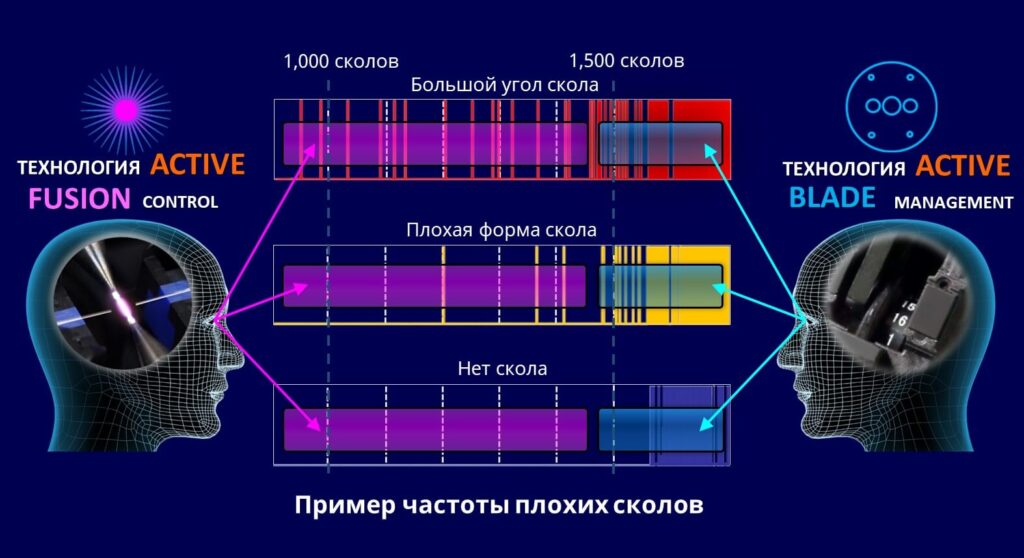
Улучшенное качество сварки
На графике на горизонтальных линиях изображено количество сколов с указанием частоты большого угла скола, плохой формы скола и случаев, когда не произошло скола совсем. Когда частота большого угла или других проблем со сколом повышается, технология Active Blade Management может определить точку повышения соотношения некачественных сколов и повернуть нож на новую позицию автоматически. Технология Active Blade Management значительно уменьшает частоту возникновения некачественных сколов. Даже если обнаружен некачественный скол, 36S+ компенсирует это за счет использования технологии Active Fusion Control применяя оптимизированное плавление, чтобы снизить вероятность высоких потерь при сварке.
Благодаря этим двум ключевым технологиям, работающим заодно, 36S+ минимизирует возникновение больших потерь и значительно сокращает необходимость повторного монтажа.
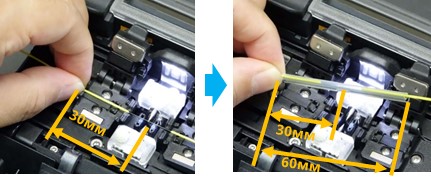
Легкое позиционирование гильз
Форма зажимов оптимизирована под защитные гильзы КДЗС 60 мм. Расстояние от сварной точки до края зажима составляет 30 мм. Благодаря этому стало проще центровать КДЗС, используя пальцы в качестве опорной точки.
Универсальный нагреватель
Сварочный аппарат 36S+ способен усадить гильзы макс. диаметром 6,0 мм до усадки. Это обеспечивает возможность работы с гильзами различных размеров.
Замена электродов без инструментов
Электроды 36S+ поставляются в сборке с креплением для электрода и винтом с накатной головкой. Открутить и закрутить винт можно вручную, не используя дополнительных инструментов, что облегчает замену электродов.
Самостоятельная замена ножа и прижимов
У скалывателя CT50 съемный нож и резиновые прижимы, которые можно менять самостоятельно – больше нет необходимости отдавать инструмент в сервисный центр для их замены.
Переносной кейс
Есть несколько вариантов использования переносного кейса от 36S+. 36S+ готов к использованию, как только открыли кейс, но аппарат со столом можно также и вынуть. Стол можно установить на крышку кейса или на другую рабочую поверхность, на штатив и т.д.
Рабочий стол
В рабочем столе есть выдвижной ящик, который расширяет рабочую поверхность. В столе есть удобные особенности, например, выемка для установки бутылочки со спиртом, что защищает ее от падения.
2 Измерено методом cut-back, соответствующим стандартам ITU-T и IEC, после сварки идентичных волокон Fujikura. Средние потери при сварке изменяются в зависимости от климатических условий, типа и характеристик волокна.
3 Измерено при комнатной температуре. За время сварки взято количество времени между отображением волокна на LCD мониторе и отображением измеренных потерь. Среднее время сварки изменяется в зависимости от климатических условий, типа и характеристик волокна.
4 Измерено при комнатной температуре с адаптером переменного тока. За время термоусадки взято количество времени между звуковыми сигналами начала и окончания. Среднее время изменяется в зависимости от климатических условий, типа гильз и состояния батареи.
5 Срок службы электродов зависит от климатических условий, типа волокна и режима сварки.
6 Условия измерений:
(1) время сварки и усадки: 1 минуты цикл;
(2) при настройках сохранения энергии;
(3) батарея до ухудшения качества;
(4) при комнатной температуре.
Число циклов меняется при измерении в условиях, отличных от вышеуказанных.
7 Ёмкость батареи уменьшается на половину после 500 циклов заряда. Срок службы батареи дополнительно сокращается при хранении и эксплуатации вне диапазона температур, а также в случае полной разрядки при хранении без заряда.
Технические характеристики Fujikura СТ-50
Применяемое волокно
кварцевое оптическое волокно
Число волокон
до 16
Диаметр оболочки
125 мкм
Диаметр покрытия
от 160 до 900 мкм, патчкорд 2/3 мм, Drop-кабель
Длина скола1
Пластина AD-50
(входит в стандартный комплект поставки)
от 5 до 20 мм (диаметр покрытия 250 мкм)
от 10 до 20 мм (диаметр покрытия от 250 до 900 мкм)
от 14 до 20 мм (диаметр покрытия от 900 мкм до 3 мм)
FH-XX-XXX
(в комплект поставки не входит)
10 мм
Угол скола2
одиночное волокно: ср. от 0,3° до 0,9°
ленточное волокно: ср. от 0,3° до 1,2°
Ресурс лезвия3
60 000 (1250 сколов x 3 положения по высоте x 16 позиций)
Беспроводное соединение
Bluetooth 4.1 LE
Питание
батарейки LR03/AAA, 2 шт.
Размеры4
117×94×59 мм
Вес
300 г
Условия эксплуатации
температура: от -10 до 40 °C, влажность: 0 to 95% RH (без конденсации)
Условия хранения
температура: от -40 до 80 °C, влажность: 0 to 95% RH (без конденсации)
Болт для штатива
1/4-20UNC
Примечания:
1 При длине скола менее 10 мм, диаметр покрытия должен быть 250 мкм и меньше. Настройку высоты ножа рекомендуется осуществлять перед сколом. Средний угол скола становится хуже, чем указано в спецификации при длине скола менее 10 мм.
2 Угол скола измерен на интерферометре, не на сварочном аппарате. Для скола одиночного и ленточного волокна использовался новый нож. Средний угол скола изменяется в зависимости от климатических условий, состояния ножа, метода работы и чистоты.
3 Ресурс ножа зависит от климатических условий, метода работы, и типа скалываемого волокна.
В выбранный Вами день и время Вам позвонит наш сотрудник!
Выберите направление, по которому Вы хотите переговорить:
Выберите тему и отправьте нам сообщение!
Войти и заказать
Настоящим вы предоставляете свои персональные данные для получения заказанных вами на нашем веб-сайте товаров,
информационных материалов или услуг. Вы также даете согласие на обработку ваших персональных данных, включая:
сбор,
хранение, обновление, использование, блокирование и уничтожение. Настоящее согласие дается вами на весь период
эксплуатации веб-сайта и может быть отозвано вами в любой момент. Для отзыва вашего согласия направьте
соответствующее распоряжение в письменной форме по адресу обратной связи, указанному на сайте. В случае отзыва
настоящего согласия вы теряете статус зарегистрированного пользователя веб-сайта и все связанные с этим статусом
привилегии по всем программам сайта.