Монтаж оптических коннекторов: полное руководство!
Оконечивание оптоволоконного кабеля – процесс сложный и ответственный. От качества его выполнения зависит надежность и долговечность дальнейшей работы ВОЛС. В этом материале вы найдете детальный обзор всех существующих методов монтажа оптических коннекторов, узнаете, как правильно проводить монтаж окончаний оптического кабеля, а также получите большую удобную таблицу, которая поможет определиться, какой метод монтажа оптических разъемов идеален для вашего случая.
СОДЕРЖАНИЕ:
- Устройство и место оптического коннектора
- Монтаж оптических коннекторов при помощи пигтейлов
- Монтаж кабельных окончаний при помощи сварных (Splice On) оптических разъемов
- Монтаж усиленных Splice On коннекторов для установки на уличный оптический кабель
- Монтаж кабельных окончаний при помощи Fast коннекторов (FAOC, механических оптических коннекторов) для оптоволокна
- Сравнительная таблица преимуществ и недостатков методов монтажа оптических коннекторов
- Рекомендации по выбору технологии монтажа оптических разъемов
Устройство и место оптического коннектора
Неотъемлемым компонентом любой оптической сети, впрочем, как и медной, являются разъёмные соединители. В сетях, построенных на базе оптического волокна, они называются коннекторными соединениями и состоят из двух основных компонентов: двух оптических коннекторов и розетки (адаптера) для их соединения.
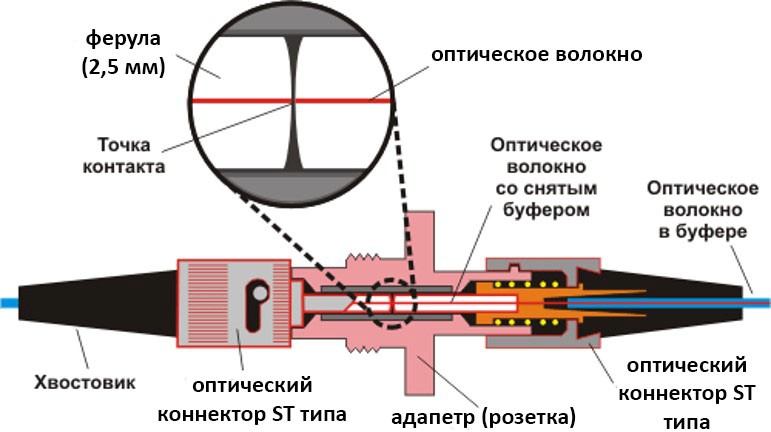
Рисунок 1 – Структура разъемного оптического соединения
Оптическая розетка (адаптер) – это приспособление со сквозным продольным отверстием и крепежными элементами для коннекторов определенного типа с обеих сторон. Назначением оптической розетки является точное сведение ферул двух коннекторов и фиксация их в таком положении для обеспечения передачи данных.
В зависимости от диаметра ферулы соединяемых коннекторов, диаметр сквозного отверстия может быть 2,5 мм (например, для FC, SC, ST коннекторов) или 1,25 мм (например, для LC и E2000 коннекторов).
Оптические адаптеры устанавливаются в оптическом кроссе, распределительных ящиках и т.д. В виде оптических адаптеров выполнены также выходы SFP модулей приемо-передающей аппаратуры, а также выходы контрольно-измерительных приборов.
Оптический коннектор – это часть оптического разъема, представляющая собой кабельное окончание.
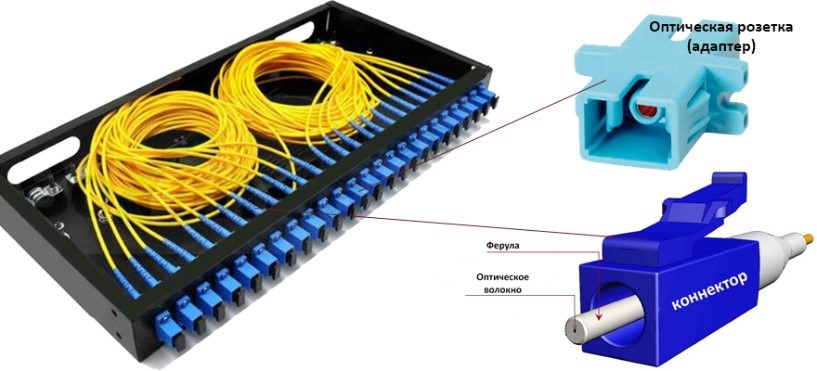
Рисунок 2 – размещение адаптеров (розеток) и коннекторов в оптическом кроссе)
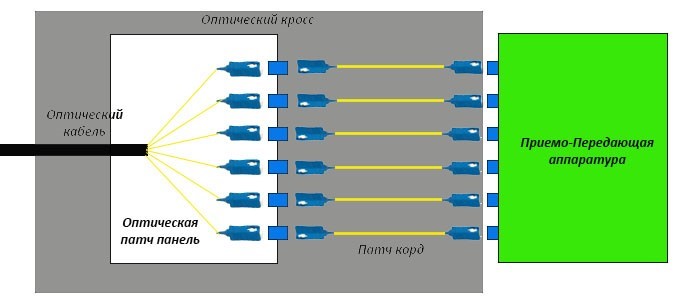
Рисунок 4 – схема подключения оптического кабеля к приемо-передающей аппаратуре
Как видно из рисунка 4, к оптическому кроссу можно отнести кабельное окончание и оптические розетки, установленные на оптической патч панели, а также коммутационные патч-корды.
Качество оптического кросса напрямую зависит от характеристик прохождения оптического сигнала через разъемный соединитель, а именно от потерь и отражения сигнала в нем. Поэтому высокое качество применяемых в кроссе или распределительном ящике конструктивных элементов, качественное монтажное оборудование и профессионализм монтажника гарантируют отличные характеристики сети, высокую и стабильную скорость доступа и как следствие – удовлетворенность абонентов.
И если с розетками и патч-кордами все понятно – достаточно просто купить этот элемент уже проверенного качества, то с оптическими коннекторами не все так однозначно. Ведь существует несколько способов оконечивания оптического кабеля. Каждый из этих способов имеет свои преимущества и недостатки. Рассмотрим их более детально.
Монтаж оптических коннекторов при помощи пигтейлов
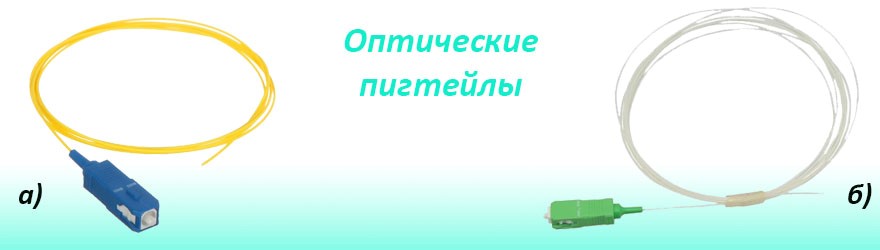
Рисунок 5 – оптические пигтейлы: а) в плотном буфере; б) в свободном буфере
Оптический пигтейл (Pig tail – дословный перевод - свиной хвост) – это оконеченный с одной стороны оптический кабель длиной 1,5 м.
Обычно пигтейлы имеют диаметр буферной оболочки 0,9 мм. Причем поставляются они как в плотном буфере (рис 5а) так и в свободном буфере (рис.5б). Основная разница между этими двумя типами буферного слоя состоит в его удалении. Плотный буфер удаляется только вместе с акриловым 250 мкм покрытием волокна. Плавающий буфер пигтейла удаляется отдельно от лакового покрытия волокна.
Для экономии места в сплайс-кассете, некоторые операторы требуют удалять 900 микронную оболочку с кабеля перед монтажом.
Сплайс кассета – это конструктивный элемент любого оптического распределительного бокса или оптической муфты. Она имеет посадочные места для установки КДЗС, а также место для размещения запаса волокна с допустимым радиусом изгиба.
Также пигтейлы отличаются по типу использованного в них оптического волокна, по типу корпуса и полировке установленного оптического разъема.
Для оконечивания оптоволокна при помощи пигтейла, необходимо проделать следующее:- Надеть на одно из свариваемых волокон (волокно с кабеля или пигтейла) защитную гильзу – КДЗС. Стоит отметить, что КДЗС (комплект для защиты сварного соединения) – представляет собой изделие, состоящие из двух трубок (одна внутри другой) и металлического или керамического элемента жесткости, размещенного между ними. Верхняя трубка усаживается (уменьшается в диаметре) под влиянием температуры, не допуская попадания пыли и влаги к месту сварки волокна). Элемент жесткости – предохраняет место сварки от изгибов. Наиболее распространенными являются КДЗС длиной 40 и 60 мм. Однако с развитием технологии Splice On набирают популярности и микро КДЗС длиной менее 20 мм.
- Удалить буферный слой волокна кабеля и пигтейла при помощи стриппера буфферного слоя
- Протереть волокна безворсовой салфеткой, смоченной в изопропиловом или этиловом 96% спирте
- Сколоть волокна при помощи прецизионного скалывателя
- Сварить волокна при помощи сварочного аппарата
- Надвинуть гильзу КДЗС (комплект для защиты сварного соединения) на место сварки
- Выполнить термоусадку КДЗС в печи сварочного аппарата
- Выполнить маркировку КДЗС при помощи маркера или специального стикера с порядковым номером
- Установить КДЗС в специальный зажим на сплайс кассете
- Уложить запас оптических волокон в сплайс кассету
Как видите, процедура достаточно простая. Применение такого способа монтажа коннекторов на оптоволокно вполне оправдано на кроссе оператора, или больших распределительных боксах. Вместе с тем на абонентской стороне все не так просто.
Во-первых, на абонентской стороне чаще всего оконечивается только одно, ну максимум два волокна. Использование большого ODF (как изображено на рисунке 7а) не имеет смысла.
Во-вторых, в маленьком абонентском ящике намного меньше места, что приводит к большим изгибам волоконно-оптического кабеля. И если для пигтейлов, которые чаще всего выполнены на базе менее чувствительного к изгибам волокна стандарта G.657 это не сильно критично, то для волокна кабеля (другого стандарта) – это ощутимо. В месте изгиба волокна появляются дополнительные потери сигнала. Это можно легко проверить, просветив такое волокно визуализатором повреждений (источник красного света).
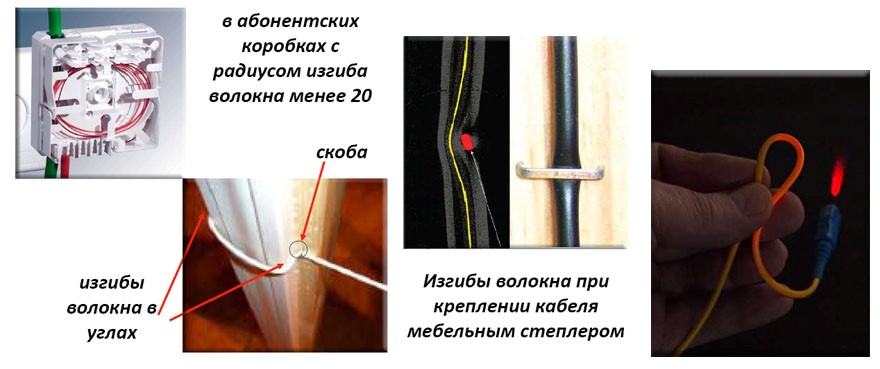
Рисунок 8 – потеря мощности оптического сигнала в месте макроизгиба
Поэтому на абонентской стороне рекомендуется оконечивать кабель при помощи Splice-On коннекторов (КДЗС при этом размещается в хвостовике самого коннектора) с минимальным количеством петель запаса.
Монтаж кабельных окончаний при помощи сварных (Splice On) оптических разъемов

Splice On коннекторы (SOC) – это оптические коннекторы, которые устанавливаются при помощи сварочного аппарата непосредственно на приходящее с кабеля волокно таким образом, что КДЗС размещается в хвостовике самого коннектора.
КДЗС (комплект для защиты сварного соединения) – представляет собой изделие, состоящие из двух трубок (одна внутри другой) и металлического или керамического элемента жесткости, размещенного между ними. Верхняя трубка усаживается (уменьшается в диаметре) под влиянием температуры, не допуская попадания пыли и влаги к месту сварки волокна). Элемент жесткости – предохраняет место сварки от изгибов. Во внутреннюю же трубку – помещается непосредственно волокно таким образом, чтобы место сварки было посредине трубки. Наиболее распространенными являются КДЗС длиной 40 и 60 мм. Однако с развитием технологии Splice On набирают популярности и микро КДЗС длиной менее 20 мм.
Применяются Splice On коннекторы при организации всех оптических кроссов и распределительных панелей, где нужны надежные, долговечные и высококачественные оптические соединения.
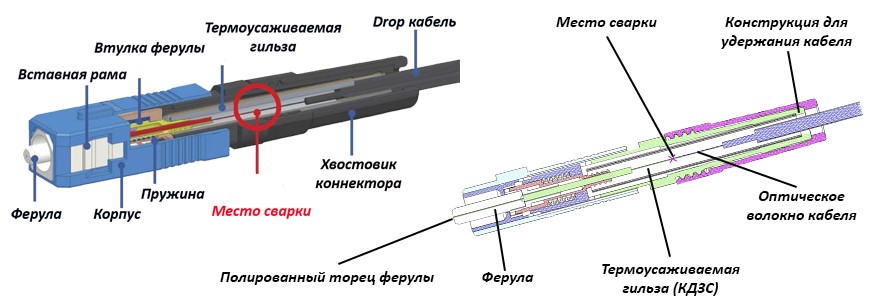
Рисунок 9 – Конструкция Splice On коннектора
Такая конструкция не требует применения сплайс кассеты (в которой обычно размещается КДЗС) и экономит время монтажа, сохраняя при этом высокие оптические и механические характеристики коннектора.
Splice On коннектор с уверенностью можно назвать заводским полуфабрикатом. Ведь на заводе его полностью подготавливают к установке, которая для монтажника ВОЛС заключается в выполнении сварного соединения (процесс практически не отличается от сварки двух волокон между собой) и сборки корпуса (не сложнее простенького LEGO конструктора для детей дошкольного возраста).

Рисунок 10 – составные части Splice On коннектора Ilsintech
На заводе внутрь ферулы коннектора вклеивают оптическое волокно, которое выступает за пределы коннектора на 2-3 сантиметра. С торцевой стороны волокно скалывается и полируется.
Впрочем, данная технология ничем не отличается от установки клеевых коннекторов на кабель. Однако качество заводской полировки не идет ни в какое сравнение с ручной. В этом не трудно убедиться, проведя инспекцию торца коннектора при помощи оптического микроскопа.
Можно взять для сравнения Splice On коннектор Ilsintech и обычный оптический патчкорд за 200 рублей (хотя при его изготовлении применяется не ручная полировка). Но даже в этом случае разница будет ощутима. Обратите внимание на качество полировки ферулы (рис. 10). Из него видно, что на рисунке 11б наблюдается «зернистость» торца ферулы, что говорит о невысоком качестве полировки.
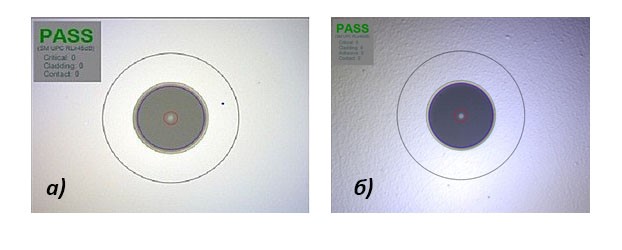
Рисунок 11 – Качество полировки ферулы оптического коннектора
В результате, получается что-то вроде пиглейла, только с хвостом 2-3 сантиметра (рис. 4)., а не 1,5 м, как у обычных пигтейлов.

Рисунок 12 - Splice On коннектор SC в упаковке от производителя
Большинство производителей сварочных аппаратов для ВОЛС предлагают в качестве аксессуара или в базовом комплекте сварочника специальные держатели, в которые вместо одного из волокон, помещается коннектор. Для подготовки сварочного аппарата к монтажу коннектора, достаточно снять один из держателей волокна, обычно закреплен одним винтиком, и вместо него установить держатель коннектора. В остальном, как уже говорились выше, процесс мало чем отличается от сварки двух волокон между собой. Технология монтажа SC коннектора состоит в следующем:
- На кабель надевается хвостовик коннектора. Хвостовики коннекторов отличаются в зависимости от диаметра и формы кабеля, для установки на который они предназначены. Компания СвязьКомплект поставляет коннекторы для кабеля диаметром 900 мкм, 2-3 мм, Indor, плоский наружный оптический кабель 8.1x4.5 мм, 5.4x3.0 мм, наружный кабель диаметром 5.0 и 5.8 мм.

Рисунок 13 – Монтаж SOC: надевание хвостовика коннектора на кабель
- На этот же кабель надевается мини КДЗС из комплекта поставки коннектора
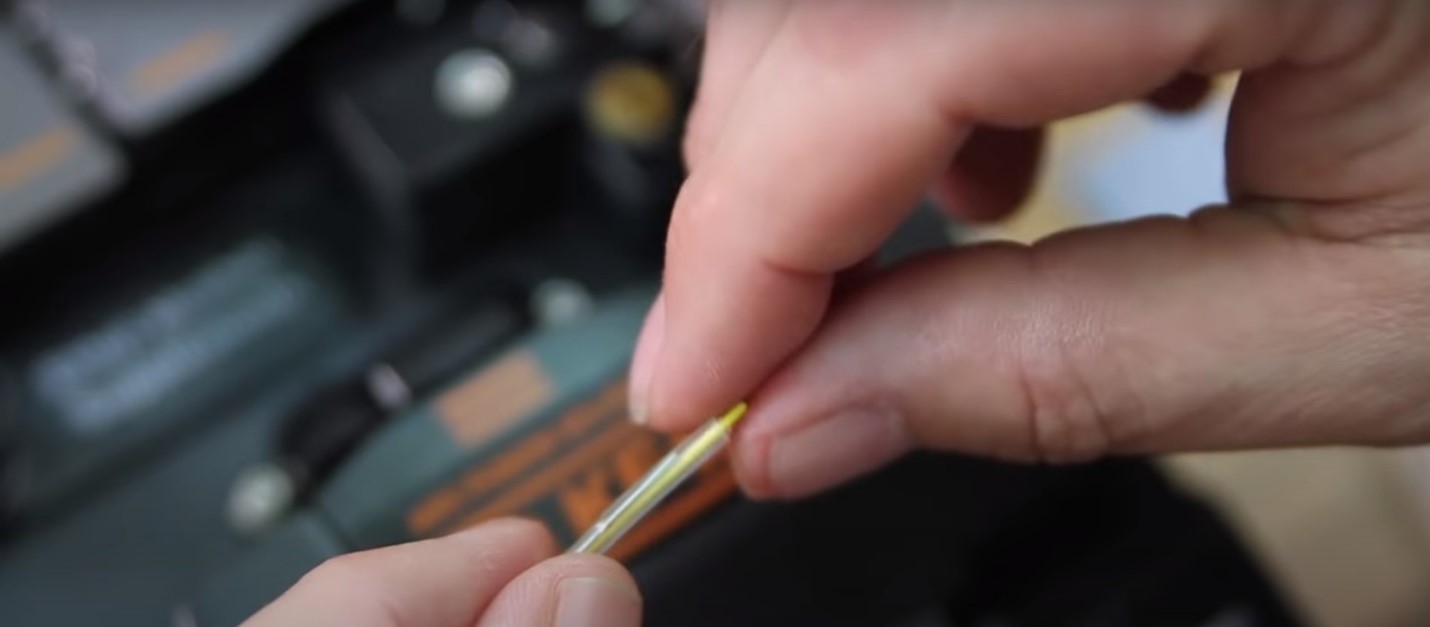
Рисунок 14 – Монтаж SOC: надевание КДЗС на кабель
- Оптический кабель устанавливается в держатель волокна. Чаще всего сварочные аппараты для ВОЛС поставляются с универсальным держателем волокон, который позволяет зажимать как голое волокно 250 мкм, так и волокна в буфере 900 мкм, патч-кордный кабель 2-3 мм и плоский Indor кабель. Однако в случае монтажа коннекторов удобнее пользоваться съёмными держателями волокон. В ассортименте производителя присутствуют держатели для всех распространенных кабелей, включая и многоволоконные MPO.

Рисунок 15 – Монтаж SOC: крепление волоконно-оптического кабеля в держателе
- Удаление буферного слоя. В данном примере удаление буферного слоя выполняется при помощи термостриппера. Этот способ наиболее комфортен и не повреждает оболочку волокна. Вместе с тем, эту же процедуру можно выполнить и при помощи ручного стриппера буферного слоя.
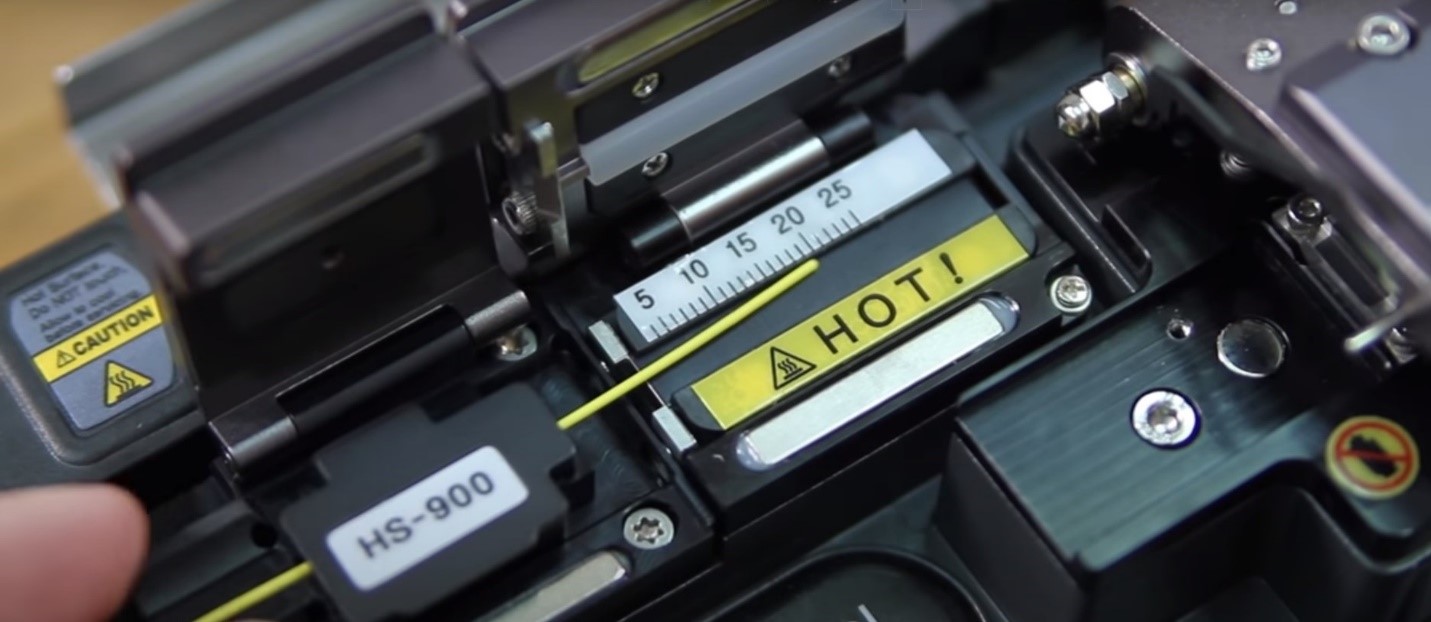
Рисунок 16 – Монтаж SOC: удаление буферного слоя с оптического волокна
- Удаление остатков буферного слоя и жира при помощи спиртовой салфетки и скол оптического волокна. Прецизионный скалыватель делает насечку (как стеклорез) и ломает волокно таким образом, что угол скола получается 90 ±5 градусов. Такое качество скола позволяет выполнить высококачественное сварное соединение с низкими вносимыми потерями.
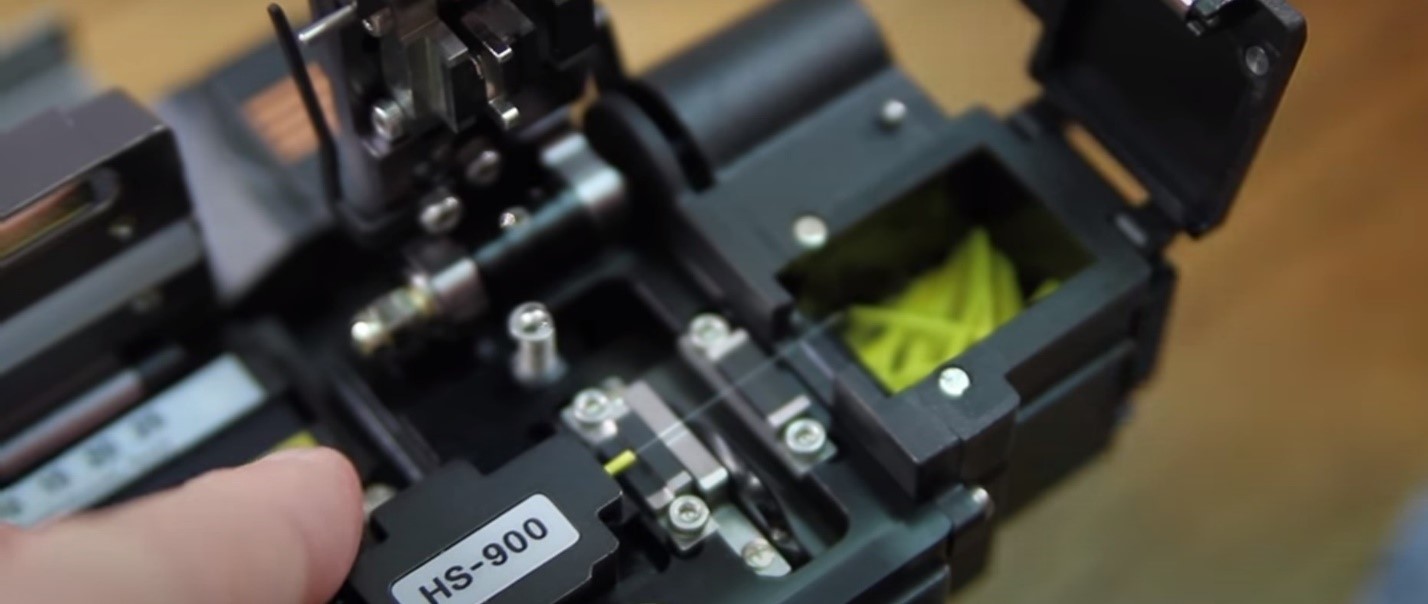
Рисунок 17 – Монтаж SOC: скол оптического волокна
- Установка держателя с волокном в сварочный аппарат
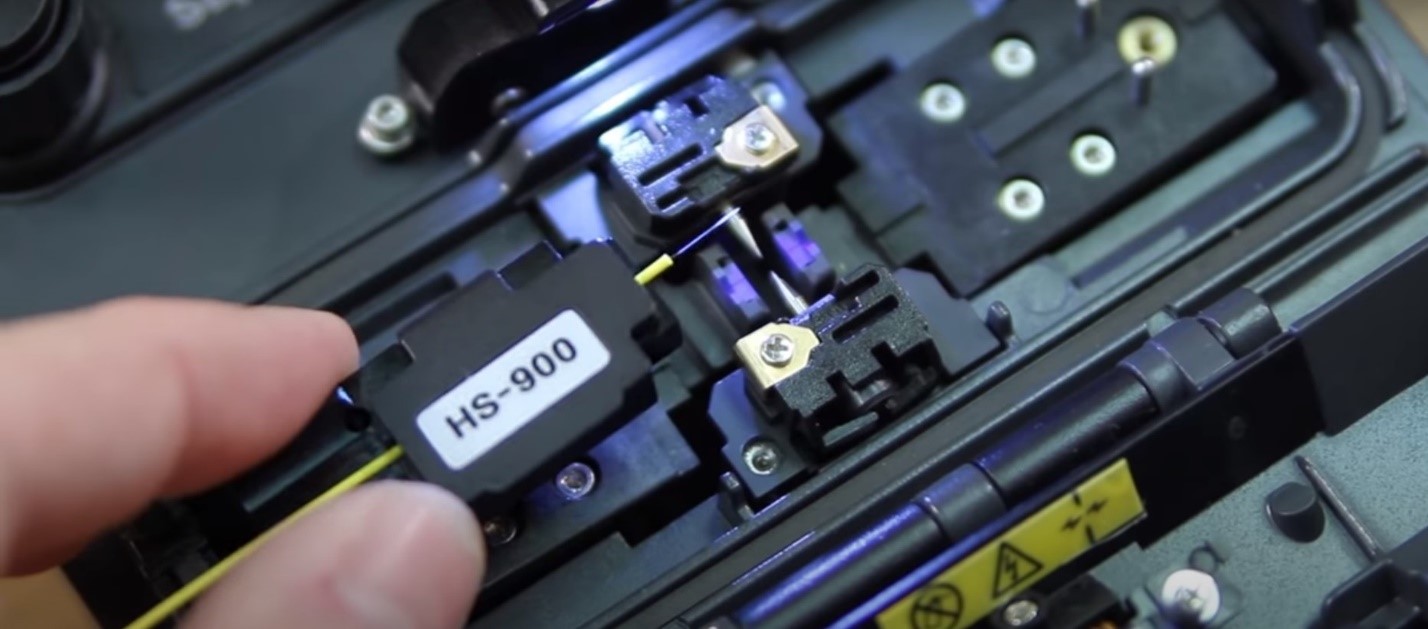
Рисунок 18 – Монтаж Splice On коннектора: Установка держателя с волокном в сварочный аппарат
- Оптический Splice On разъем устанавливается в держатель коннектора. С ним производятся те же операции, что и с оптическим кабелем, описанные в пунктах 3-6. Опционально производитель поставляет указанные держатели. Все они перечислены во вкладке «Опции и аксессуары» в описании сварочных аппаратов.
Рисунок 19 – Монтаж SOC: крепление Splice On коннектора в держателе
- Производится сварка волокон из коннектора и оптического кабеля.
Рисунок 20 – Монтаж SOC: приваривание Splice On коннектора к кабелю
- На место сварки надвигается КДЗС и производится его усадка в термоусадочной печи сварочного аппарата. Уличные коннекторы кроме КДЗС имеют и внешнюю защитную термоусадочную трубку. Для ее усадки можно пользоваться газовой горелкой, или специальной термоусадочной печью.
Рисунок 21 – Монтаж SOC: Термоусадка КДЗС в печи сварочного аппарата
- Производится сборка коннектора. Сначала надевается хвостовик коннектора (до легкого щелчка)

Рисунок 22 – Монтаж SOC: внешний вид Splice On коннектора после термоусадки

Рисунок 23 – Монтаж SOC: на сваренный с оптическим кабелем коннектор надевается хвостовик
- Затем надевается внешний корпус коннектора

Рисунок 24 – Монтаж SOC: на Splice On коннектор надевается внешний корпус

Рисунок 25 – Монтаж SOC: готовый к работе Splice On коннектор
Технология монтажа SC коннектора при помощи сварочного аппарата KF4A также показана на этом видео:
Подобным образом осуществляется установка и усиленного коннектора на уличный кабель, однако сама его сборка немного сложнее.
Монтаж усиленных Splice On коннекторов для установки на уличный оптический кабель

Усиленные Splice On коннекторы – это уникальное решение для организации распределения оптического кабеля в сетях FTTx и PON. Они устанавливаются при помощи сварочного аппарата на уличный кабель круглого (5,0 мм и 5,8 мм) и плоского (8.1x4.5 мм и 5.4x3.0 мм) сечения. Благодаря конструктивным особенностям Splice On разъемы не боятся воздействия температуры, солнца и осадков, поэтому распределительный ящик может быть установлен прямо на столбе освещения.
Особенности усиленных Splice On коннекторов:
- Низкие вносимые потери: ≤0.15 дБ
- Возвратные потери: > 60 дБ (APC)
- Устойчивость корпуса к прямому растяжению (0°): 20 кгс / 10 мин
- Устойчивость адаптера к прямому растяжению (0°): 11,3 кгс / 60 сек
- Устойчивость адаптера к боковому растяжению (0°): 6,8 кгс / 60 сек
- Устойчивость к проникновению воды: 3,04 м в течении не менее чем 7 дней
Технология монтажа усиленного коннектора на уличный кабель ВОЛС продемонстрирована в видео:
Как следует из видео, внешние термоусадочные трубки по габаритам не помещаются в штатную печь сварочного аппарата. Для их усадки можно пользоваться газовой горелкой (как в видео) или специальной термоусадочной печью.
Монтаж кабельных окончаний при помощи Fast коннекторов (FAOC, механических оптических коннекторов) для оптоволокна

Fast коннектор (FAOC, механический коннектор, коннектор быстрого монтажа) – это вид оптического разъема, который устанавливается на оптоволокно без использования сварочного аппарата и не требует полировки торца ферулы. Простота и высокая скорость установки обусловлена его конструкцией.
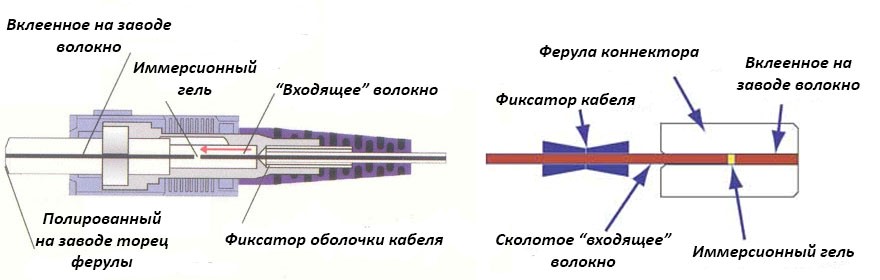
Рисунок 26 – конструкция оптического Fast коннектора
Иммерсионный гель – это вязкая жидкость, показатель преломления которой близок к показателю преломления сердцевины оптического волокна. Показатель преломления иммерсионных гелей различных производителей несколько отличается и находится в диапазоне от 1,4 до 1,6.
Для сравнения, показатель преломления оптоволокна равен 1,46, а показатель преломления воздуха - 1,0029.
В связи с тем, что иммерсионный гель заполняет пространство между соединяемыми волокнами, в Fast коннекторе отсутствует воздух. Оптический сигнал, проходящий через такое соединение, «не замечает» перехода в другую среду и, соответственно не отражается от границы раздела сред (по закону Френеля).
Достоинства Fast коннектора
- Самое короткое время монтажа (менее 2-х минут)
- Для монтажа не требуется электропитание и дорогостоящее монтажное оборудование
- Достаточные для сети доступа вносимые потери и отражение
- Возможность многократного использования (коннекторы будут выполнять свои функции до тех пор, пока в пространстве между соединяемыми волокнами будет оставаться иммерсионный гель)
- Не требуют полировки торца ферулы
Однако не все так хорошо, как кажется на первый взгляд. К сожалению, иммерсионный гель имеет свойство высыхать. И чем выше температура окружающей среды, тем быстрее происходит этот процесс. При высыхании геля пространство между оптическими волокнами снова заполняется воздухом, что приводит к увеличению вносимых потерь и отражения в таком коннекторе. Разные производители декларируют различные сроки жизни своих коннекторов. На практике же характеристики коннектора начинают ухудшаться уже после года эксплуатации. Этим обусловлено некоторое ограничение в применении Fast коннекторов на ВОЛС.
Рекомендации по монтажу оптических Fast коннекторов:
- Оконечивание оптического кабеля на кроссе или распределительных коробках в ходе выполнения ремонтных работ. В последующем, такие коннекторы необходимо заменить на более долговечные Splice On коннекторы или пигтейлы.
- Массовое подключение абонентов при развертываниии FTTx и PON сетей. Во избежание жалоб абонентов, в течении года такие коннекторы тоже необходимо заменить более долговечными
- Временное оконечивание оптоволокна для выполнения тестирования (например при приемке кабеля от поставщика или проверке целостности кабеля после его монтажа) или организации технологической голосовой связи при помощи оптических телефонов, благо, Fast коннекторы можно неоднократно использовать для этих целей.
- Оконечивание волоконно-оптического кабеля в местах с возможным скоплением взрывоопасных газов (шахтах, кабельных колодцах и т.д.)
Технология монтажа FAST Connector (быстрого коннектора, механического коннектора)
Несмотря на то, что оптические Fast коннекторы разных производителей построены по одному принципу, отличия все же между ними некоторое есть. В основном отличия заключаются в способе фиксации кабеля. Поэтому сама технология установки не значительно отличается в зависимости от производителя конкретного коннектора. Разберем технологию установки на примере Fast коннектора производства компании Tempo Communication (США).

Рисунок 27 – комплект поставки быстрого коннектора Tempo Communication
- Надеть хвостовик коннектора на оптоволокно. Удалить 40 мм оболочки кабеля и защитного буфера. Удалить 3-х миллиметровую оболочку кабеля и 900 мкм буферный слой можно при помощи стриппера буфферного слоя (с тремя пазами).

Рисунок 28 – Монтаж оптического Fast коннектора: удаление верхней оболочки кабеля
- Акриловый лак удаляется с волокна на участке 20 мм от конца волокна, после чего волокно необходимо протереть безворсовой салфеткой, смоченной в изопропиловом спирте (рис. 29).
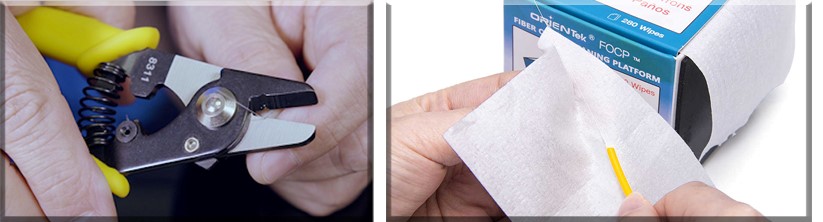
Рисунок 29 – Удаление буферного слоя с оптического волокна
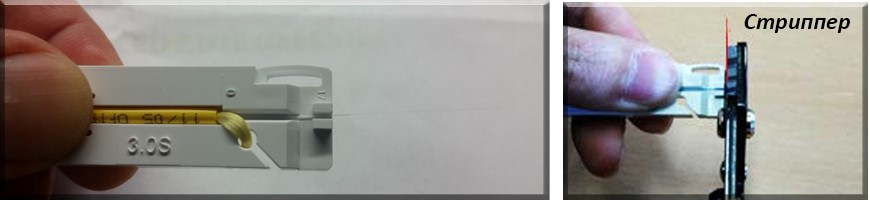
Рисунок 30 – Удаление буферного слоя с оптоволокна
- Выполнить скол оптического волокна при помощи прецизионного скалывателя. Чем выше качество скола оптоволокна, тем больше срок жизни быстрого коннектора.
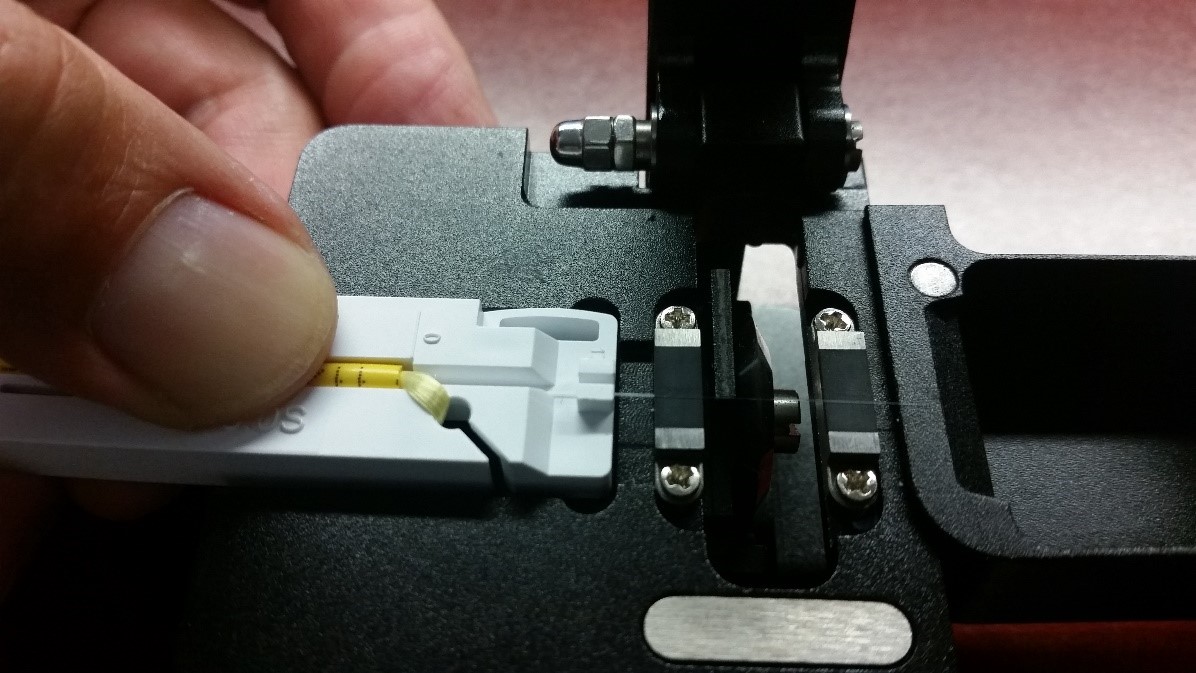
Рисунок 31 – Выполнение скола оптического волокна при помощи прецизионного скалывателя Greenlee 920CL
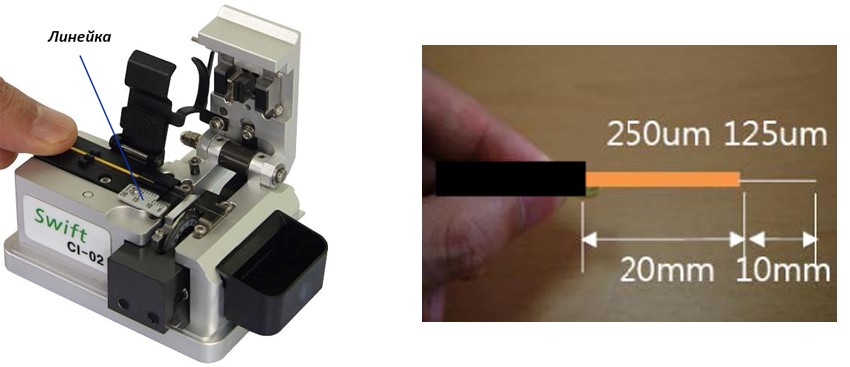
Рисунок 32 – Выполнение скола оптического волокна при помощи прецизионного скалывателя стороннего производителя
Компания Tempo адаптировала свои скалыватели 920CL к работе с Fast коннекторами. Так, в качестве аксессуара к ним поставляется специальный держатель для патчкордного кабеля. В этом случае не требуется отмерять 20 мм перед снятием буферного слоя. Его удаление происходит как изображено на рисунке 30. Далее, этот же держатель устанавливается в скалыватель 920CL для выполнения скола.
При установке волокна в скалывателе (за исключением Greenlee 920CL) следует обеспечить, чтобы 250-ти микронный буфер волокна заканчивался напротив цифры «10» мерной линейки (рис. 7). Таким образом, расстояние от окончания буферного слоя (акрилового лака) до окончания волокна после скола будет 10 мм.
В случае, если Fast коннектор используется для оперативного восстановления работоспособности сети с последующей заменой на Splice On коннектор или пигтейл, то скол можно выполнить и при помощи более дешевого ручного скалывателя. Пока в коннекторе достаточно иммерсионного геля, коннектор будет обеспечивать допустимые характеристики соединения. Вместе с тем стоит учитывать, что качество скола ручным скалывателем значительно хуже, чем прецизионным. Соответственно, если в случае высыхания геля в смонтированном при помощи прецизионного скалывателя коннекторе просто повысятся потери и отражение, то в случае использования ручного скалывателя он перестанет работать вовсе. И выход из строя произойдет намного раньше. Обычно период жизни коннектора в этом случае составляет не более 1 – 1,5 месяцев. Такого срока вполне достаточно, чтобы найти время и возможность заменить механическое соединение более надежным – сварным.
- Сколотое оптическое волокно вставляется в коннектор до упора, пока часть волокна, находящаяся в хвостовике коннектора, не начнет изгибаться. Это значит, что торец волокна оконечиваемого кабеля соприкасается с вклеенным в коннектор на заводе волокном.

Рисунок 33 – Вставка оптического волокна в Fast коннектор
- Для фиксации волокна в таком положении необходимо снять монтажный зажим, как изображено на рисунке 34.
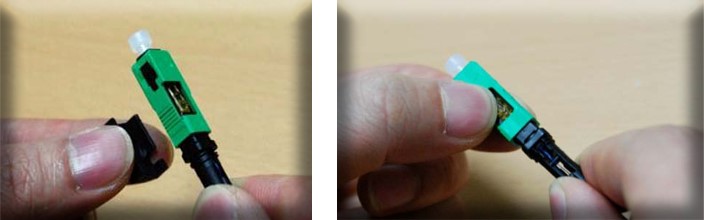
Рисунок 34 – Фиксация волокна в коннекторе
После этого необходимо слегка прижать корпус разъема к волокну, чтобы волокно в месте изгиба (рис 33) выровнялось.
- Фиксация самого кабеля в разъеме осуществляется при помощи хвостовика коннектора. Закрутите хвостовик таким образом, чтобы он зажал кевларовые нити. Остаток нитей необходимо обрезать при помощи ножниц.

Рисунок 35 – Фиксация кабеля в коннекторе и окончательная сборка коннектора
Вывод: как видите, установка быстрого коннектора очень проста, требует минимум инструментов и может быть выполнена в очень короткие сроки. Вместе с тем, недолговечность такого соединения накладывает некоторые ограничения на применение этой технологии. Поэтому наиболее предпочтительным применением Fast коннекторов является оперативное устранение поломок, когда нет «под рукой» сварочного аппарата.
Самым простым комплектом инструментов для установки такого коннектора может быть: стриппер буфферного слоя, ручной скалыватель, ножницы или нож, спиртовые салфетки.
Сравнительная таблица преимуществ и недостатков технологий монтажа оптических коннекторов
Итак, выделим преимущества и недостатки описанных выше технологий установки оптических коннекторов.
Сравнительная таблица преимуществ и недостатков применения различных методов установки оптических коннекторов:
|
|
Splice On Connector |
Fast Connector |
Пигтейлы |
Клеевой коннектор |
|
Простота технологии монтажа |
+ |
+ |
+ |
- |
|
Скорость монтажа |
+/- |
+ |
+/- |
- |
|
Сохранение допустимых вносимых потерь на соединении на протяжении длительного срока |
+ |
- |
+ |
+ |
|
Сохранение допустимого уровня отражения сигнала на протяжении длительного срока |
+ |
- |
+ |
+ |
|
Устойчивость к механическим нагрузкам |
+ |
+/- |
+/- |
+/- |
|
Возможность многократной установки |
- |
+ |
+ |
- |
|
Удобство оконечивания кабеля на кроссе оператора |
+ |
+ |
+ |
+ |
|
Удобство оконечивания кабеля в уличных распределительных ящиках |
+ |
+ |
- |
- |
|
Удобство оконечивания кабеля в помещении абонента |
+ |
+ |
- |
- |
|
Цена (стоимость коннекторов и оборудования для установки) |
- |
+/- |
+/- |
+ |
Рекомендации по выбору методов монтажа оптических разъемов
Все описанные в статье решения имеют право на жизнь. Однако, как указано выше, у каждого из них есть свои достоинства и недостатки, обуславливающие их применение.
Так клеевые коннекторы на данный момент уже практически не устанавливаются пользователями самостоятельно ввиду сложности технологии и низкого качества результата. В основном, их устанавливают производители патч-кордов и пигтейлов. Вместе с тем, эти компании имеют полировальные станки, что позволяет повысить и скорость установки. Да и качество полировки будет заметно лучше, чем это делать вручную.
Быстрые коннекторы (Fast Connector) – рекомендуется применять как временное решение в ходе ремонтно-восстановительных работ, если нет «под рукой» сварочного аппарата, или в случае невозможности его применения. Такие коннекторы в последующем необходимо заменять более надежными и долговечными решениями.
Оконечивание оптоволокна при помощи пигтейлов – это наиболее распространенный способ. Пигтейлы обеспечивают отличные оптические характеристики и надежность. Их оправдано применять при монтаже больших оптических кроссов, установленных в помещении оператора/провайдера. А вот для установки в уличных распределительных коробках и для оконечивания ВОЛС в помещении абонента – пигтейлы не сильно подходят из-за плохой устойчивости к механическим нагрузкам и габаритам.
Splice On коннекторы пока уступают пигтейлам по популярности. Однако, даже не смотря на более высокую стоимость, уже сейчас оправдано их применение для монтажа уличных распределительных коробок и оконечивания кабеля в помещении абонента при развертывании FTTx и PON. Это обусловлено прекрасными оптическими характеристиками, защищенностью от механических повреждений и климатических воздействий, долговечностью, а также простотой и достаточно высокой скоростью установки. Вероятнее всего со снижением стоимости и увеличением объемов потребления, эта технология может полностью вытеснить все остальные. А заодно и всех производителей патч-кордов, ведь имея сварочный аппарат, Splice On коннекторы и патчкордный кабель любой пользователь за несколько минут способен изготовить высококачественный патч-корд.
Приборы и инструменты для работы с ВОЛС




См. также: